
Honowanie Sunnen Single Stroke w obróbce seryjnej
Honowanie Sunnen Single Stroke w obróbce seryjnej

Firma Cloyes Gear and Products Inc. (USA) zastosowała technologię Sunnen Single Stroke® do produkcji części z układu rozrządu o zmiennych fazach ( VVT). Obrabiana część charakteryzuje się nieciągłym otworem z „ubytkami” powierzchni zajmującymi znaczną cześć jego obwodu. Tolerancja średnicy otworu wynosi 0,08 mm zaś odchyłka błędu okrągłości jest na poziomie 0,05mm. Zastosowana do obróbki tej części technologia składa się z czterowrzecionowej honownicy Sunnen VSS264, zestawu narzędzi Single Stroke® i kompletu samonastawnych uchwytów obróbkowych. Wdrożona technologia zapewniła wydajność produkcji na poziomie 4000 sztuk na dzień i zdolność procesu na poziomie Cpk 1,67.
Firma Cloyes Gear and Products, Inc. jest kluczowym dostawcą dla producentów OEM oferując szeroki asortyment układów rozrządu oraz ich elementów składowych. Firma cieszy się doskonałą reputacją z tytułu wysokiej jakości produkcji.
W oddziale w Subiaco, AR mieści się zakład produkcji wyrobów z proszków spiekanych, spełniający wymagania producentów OEM w zakresie wielkoseryjnej produkcji lekkich komponentów o wysokiej wytrzymałości. Cloyes zarządza przebiegiem całego procesu produkcji, który obejmuje zarówno operacje podstawowe, jak i poboczne. W zakresie podstawowych procesów technologicznych firma dysponuje prasami o nacisku od 60 do 825 (T), co pozwala utrzymywać wysokie standardy jakości i stale rozwijać technologię. Asortyment spiekanych proszków obejmuje następujące materiały: żelazo, żelazo fosforowe, dodatki niklowe/miedziane/stalowe, nieutwardzony, nasycony miedzią węglik wolframu/matrycę z brązu i serie stali nierdzewnej 300/400. Uzyskiwane podczas procesu prasowania gęstości osiągają poziom do 7,5 g/cm3. Kluczowe możliwość produkcyjne obejmują spiekanie do temperatury 1230°C , hartowanie (indukcja, nawęglanie i węglo-azotowanie) oraz cały szereg dodatkowych operacji w tym oksydowanie.
Zakład w Subiaco produkuje dwa rodzaje stojana do układu rozrządu VVT. Obydwie części są wykonywane z węglika spiekanego o twardości 45 HRA. Otwór stojana składa z pięciu segmentów z dużymi przerwami pomiędzy nimi. Tolerancja otworu po hartowaniu indukcyjnym wieńca powinna wynosić 0,08mm zaś dopuszczalna odchyłka okrągłości 0,05mm. – Teoretycznie moglibyśmy obrobić ten otwór na tokarce, ale byłoby to bardzo trudne w cyklu produkcyjnym – stwierdził zakładowy inżynier procesu.
– Początkowo wykorzystywaliśmy w obróbce tej części technologię nagniatania, ale okazało się że trudno było utrzymać dopuszczalną odchyłkę okrągłości, a także zdolność procesu, co skutkowało wysokim poziomem braków – dodał. – Mieliśmy duże zaufanie do technologii Sunnen Single Stroke®, ponieważ w naszym zakładzie pracowały już wtedy trzy maszyny Sunnen poprzedniej generacji. Zakupiliśmy więc nową obrabiarkę VSS264 z czterema wrzecionami oraz sześciopozycyjnym stołem obrotowym i zintegrowaliśmy ją z automatycznym systemem podawania i rozładunku części uzyskując w ten sposób całkowicie autonomiczne gniazdu produkcyjne.
Technologia Sunnen Single Stroke® i przebieg procesu obróbki statorów VVT
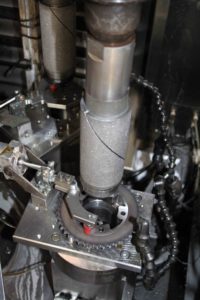
System honowania serii VSS2 Single Stroke® zaprezentowany został pierwszy raz na wystawie obrabiarek w IMTS 2008 w Chicago. Od tego czasu zostało wdrożonych do produkcji blisko …. obrabiarek w obu dostępnych wersjach : VSS264 i VSS86. Pierwsza obrabiarka posiada cztery wrzeciona i sześcio pozycyjny stół obrotowy podczas gdy drugi model ma sześć wrzecion i osiem pozycji stołu. Na obrotowym stole mocowane są samonastawne(pływające) uchwyty części zapewniające
swobodne ustawienie się obrabianego otworu do zamocowanego sztywno we wrzecionie narzędzia. Honownica serii VSS2 charakteryzuje się dużą dokładnością wykonania oraz łatwym w użyciu układem sterowania z dedykowanym z oprogramowaniem dedykowanym specjalnie do procesu Single Stroke. Wrzeciona posiadają precyzyjne łożyskowanie i każde z nich jest niezależnie ustawiane dla zapewnienia prostopadłość ich osi do powierzchni stołu. Dzięki takiemu rozwiązaniu dokładność obrabianego otworu jest lepsza niż w przypadku starszych maszyn, w których stosowano uśrednioną pozycję ustawienia wszystkich wrzecion. Dokładność ustawienia wrzecion wykracza poza wymagania normy DIN 8635 dotycząca pionowych maszyn do honowania. W procesie obróbki technologią Single Stroke podczas którego ustawione na wymiar diamentowe narzędzia progresywnie jeden po drugim powiększają otwór, istotną rolę odgrywa możliwość ustawienia parametrów skoku(położenia i prędkości) jak i obrotów wrzecion dla każdego odcinka skoku. Układ sterowania honownicy serii VSS@ umożliwia zastosowanie sześciu różnych cykli pracy narzędzia między innymi „dziobania” i krótkiego skoku z przerwą, które można w łatwy sposób dołączyć do aktualnego programu obróbkowego.

Technologia Sunnen Single Stroke jest szybką i ekonomiczną metodą produkcji precyzyjnych otworów o zadanej chropowatości powierzchni. Najlepiej nadaje się do obróbki części wykonanych z takich materiałów jak : żeliwo, proszki spiekane, ceramika, szkło, grafit oraz innych materiałów które podczas skrawania produkują kruche wióry . Otwory dla których stosunek średnicy do długości wynosi maksymalnie 1:1 nadają się do obróbki tą technologią idealnie. (Współczynnik L/D dla stojana VVT w firmie Cloyes stosunek L/D wynosi 0,3). Honowanie Single Stroke dla dłuższych otworów jest również możliwe do zastosowania, szczególnie jeżeli występują nieciągłości otworu ( rowek wpustowy lub wielowypust) umożliwiające odpływ większej objętości wiórów. Przy obróbce stali twardej wykorzystuje się funkcję przerywanego skoku, który umożliwia skruszenie długiego wióra występującego podczas obróbki tego materiału.
Stojan układu rozrządu VVT który produkowany jest w Cloyes jest pierwotnie tylko pewną objętością proszku metalowego. Proszek zasypywany jest do formy i następnie prasowany przybierając kształt gotowego wyrobu. Dalsze operacje to spiekanie w wysokiej temperaturze i kalibracja poprzez docisk, która ma na celu nadanie ostatecznych wymiarów zewnętrznych. Potem wiercone są otwory na występach w pobliżu otworu centralnego zaś uzębienie poddawane jest zabiegowi usunięcia ostrych krawędzi przy pomocy szczotek. Przygotowana w ten sposób część jest gotowa do hartowania indukcyjnego uzębienia. Teraz nadchodzi kolej na obróbkę wymiarową i wykańczającą otworu centralnego przebiegającą na honownicy Sunenn VSS64. Otwory wymagają usunięcia około 0,076 mm (na średnicy) zatem każde z czterech wrzecion zbiera naddatek około 0,020 mm. Żywotność tulei diamentowej narzędzia Single Stroke wynosi około 80 000 części. Po wykonanej operacji honowania szlifowane są jeszcze płaskie powierzchnie i usuwane są ostre krawędzie. Gotowe części są następnie myte, zabezpieczane antykorozyjnie i pakowane.
Wszystkie honownice Sunnen Single Stroke pracujące w firmie Cloyes zostały zautomatyzowane z zastosowaniem robotów firmy Fanuc serii M-6 dzięki czemu maszyny mogą praktycznie działać bezobsługowo przez 22 godziny na dobę. – System ten pozwala na osiągnięcie krótkiego czasu cyklu i zapewnia wysoką wydajność i zdolność procesową, a wszystko to bez ciągłego „niańczenia” maszyny – stwierdzili inżynierowie procesu. – Jedyną manualną ingerencją w pracę zautomatyzowanego gniazda zachodzi podczas korekty ustawień narzędzi Single Stroke, ale potrzeba taka występuje raz w tygodniu ! Właśnie takiej produktywności i wydajności wymaga od nas dzisiaj konkurencyjność na rynku części dla producentów OEM.