
Jak honować otwory krótkie?
Przy honowaniu krótkich otworów przelotowych należy rozważyć możliwość pakietowania detali i honowania pakietu przy użyciu standardowego (nie zmodyfikowanego) narzędzia.
W przypadku otworów krótkich rzędu L/D-1/4, jeśli obrabiany detal posiada płaska powierzchnie czołową, można wówczas wykorzystać ją jako swoistą bazę i oprzeć detal o płytę uniwersalnego uchwytu KKN-100.
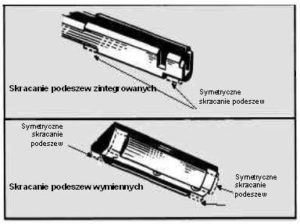
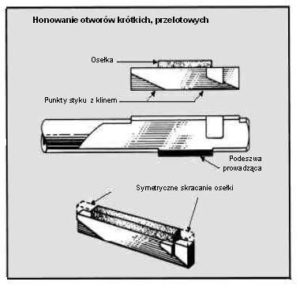
Generalnie przy honowaniu otworów, długość osełki i podeszew prowadzących powinna mieścić się w przedziale 2/3 do 3/2 długości otworu. Jeśli ten warunek nie jest spełniony należy skrócić osełkę i podeszwy prowadzące, tak aby część osełki, która pozostaje była wyśrodkowana względem punktów styku trzymaka osełki z klinem.