
Jak honować otwory nieprzelotowe?
 Przy honowaniu otworów nieprzelotowych najlepiej jeśli zapewnione jest podcięcie w otworze, tak aby zapewnić odpowiedni wybieg osełki. Wybieg ten powinien wynosić około 1/3 długości osełki.
Przy honowaniu otworów nieprzelotowych najlepiej jeśli zapewnione jest podcięcie w otworze, tak aby zapewnić odpowiedni wybieg osełki. Wybieg ten powinien wynosić około 1/3 długości osełki.
Narzędzia do honowania Sunnen typu K, JK, AK, JAK, BL, BAL, AL i P28 mogą być używane do obróbki otworów nieprzelotowych. W przypadku narzędzi typu P28 należy zastosować klin i osełkę(ki) do otworów nieprzelotowych typu – R28. Pozostałe narzędzia posiadają na końcu występ, który należy usunąć zapewniając osełce głębszą penetrację (honownik taki może być ponownie używany do honowania otworów przelotowych). Długość osełki(ek) i podeszew prowadzących przy honowaniu otworów nieprzelotowych powinna wynosić 1/2÷3/2 długości otworu.
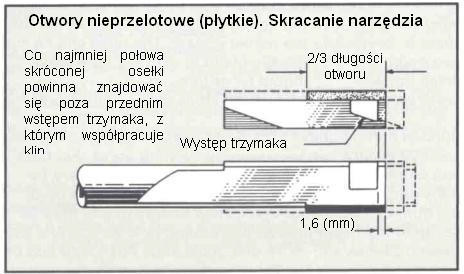 W przypadku skracania osełki ważne jest aby co najmniej połowa skróconej osełki znajdowała się przed przednim występem trzymaka, z którym współpracuje klin. W przeciwnym wypadku osełka nie będzie pracować stabilnie, będzie się kołysać powodując niedokładności w otworze. Honując bardzo krótkie otwory należy skrócić honownik, osełkę i klin tak jak na rysunku. Osełka i klin „wystają” tylko 1.6 [mm] poza występ trzymaka.
W przypadku skracania osełki ważne jest aby co najmniej połowa skróconej osełki znajdowała się przed przednim występem trzymaka, z którym współpracuje klin. W przeciwnym wypadku osełka nie będzie pracować stabilnie, będzie się kołysać powodując niedokładności w otworze. Honując bardzo krótkie otwory należy skrócić honownik, osełkę i klin tak jak na rysunku. Osełka i klin „wystają” tylko 1.6 [mm] poza występ trzymaka.