Na czym polega egalizacja honowników?
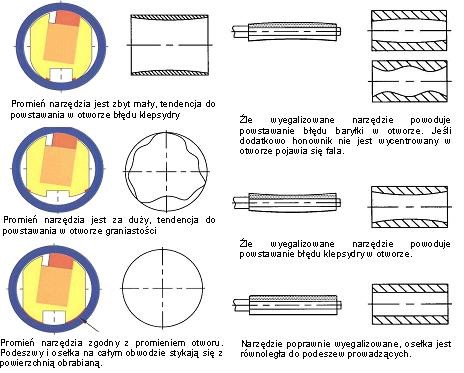
Bardzo ważnym elementem procesu honowania jest odpowiednie przygotowanie narzędzia do obróbki. Każdy honownik należy obciągnąć przy pomocy odpowiedniej tulei egalizującej. Osełka/ osełki i podeszwy prowadzące powinny mieć promień zgodny z promieniem obrabianego otworu. Ponadto podeszwy i osełki powinny być równoległe do siebie. Właściwe przygotowanie narzędzia zapewnia uzyskanie już od pierwszego detalu odpowiedniej dokładności i wydajności obróbki.
Średnica tulei egalizującej ø+0.50/-0.1; długość 1÷1.5 długości otworu.